
Points of view | Insights
REDUCING THE LEAD-TIME OF UNSTABLE INDUSTRIAL PROCESSESA concerted upstream involvement combined with classical Lean.
Lean is adopted in diverse business sectors and increasingly during product development phases. However, the first two Lean principles, that is to say the characterisation and identification of Value Added, are often overlooked during Lean implementations. Indeed, the reduction in lead-time must pass through a deep knowledge of the Value Added and wastes. A study in the aeronautic industry shows that any development process missing the value stream analysis can expect an Added Value inferior to 7% of the lead-time. On the contrary, the Value Added of the World Class Companies exceeds 60% of the lead-time.
In general, the analysis of the value stream and, a fortiori, its transformation are particularly complex for an unstable industrial process, where the tasks are not known in advance and their sequence is not considered as critical. This is applied to every process containing, even partially, any debugging activities. Let’s consider, for instance, the testing and commissioning activities in the aerospace and rail.
In addition to the traditional Lean approach, aiming to reduce the wastes of pure process (overproduction, inventory, waiting, etc.), it is necessary to develop an adapted method for these unstable industrial processes. This approach focuses on the knowledge of crisis management and degraded modes, requiring a number of upstream actions coordinated between all stakeholders.
Characterisation and Identification of Value Added
Consequently, the characterisation of the Value Added is the first essential step in the deployment of Lean approach. Besides the fact that it should be discussed and shared by the Customer since it meets its needs, it is also necessary to clearly differentiate:
- Non Value Added,
- Pure wastes.
The Non Value Added differs from wastes by the fact that, without providing Added Value to the product from the Customer point of view, it is inherent to the activity and cannot be avoided in the current state of art and with the methods used.
As for an unstable industrial process, the share of Non Value Added (i.e. debugging activities) can be important but for a quick time saving, it is better focusing on pure wastes, hence the need to properly identify them.
Unlike a conventional manufacturing process, the unstable industrial processes are featured by the lack in tasks sequencing and a significant amount of unknown in the process. The traditional mapping of the existing process (such as Value Stream Mapping) identifying areas of maximum waste and mapping the target state thus usually appears too complex or ineffective since this does not consider the randomness of the process. In addition, wastes on such activities are often distributed homogeneously throughout the process. In this case, we prefer to use the analysis of the sticking points as a method of waste characterisation (see graph below).
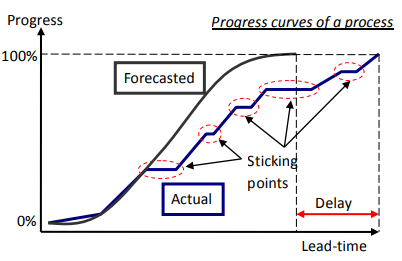 This analysis identifies the major categories of waste and especially quantifies them in comparison to the lead-time. Of course, the smaller is measure step and the larger the number of observed processes, the more precise is the analysis.
This analysis identifies the major categories of waste and especially quantifies them in comparison to the lead-time. Of course, the smaller is measure step and the larger the number of observed processes, the more precise is the analysis.
However, this method does not identify a type of waste which could be relevant: the time allocated to search the roots of non-conformity and to their removal. Indeed, these wastes do not often stop the process. It is therefore important to have a qualitative and quantitative monitoring of non-conformity as well as to distinguish two types of nonconformities and therefore wastes.
In synthesis, non-conformity could be:
- Related to product quality problems, most commonly the defects from the manufacturing or missing parts (and related to Manufacturing and Supply Chain perimeters)
- Related to product design issues (and therefore linked to the Engineering perimeter). This second category is similar to Non Added Value (debugging activities …) since it is inherent in the process considered.
Stakeholders’ involvement and implementation of actions in relation to the upstream project milestones
Once the wastes are characterised and identified, the major areas for improvement appear. They can be of two kinds:
- The wastes of pure process. They can be removed with conventional tools of Lean Manufacturing (5C, Quick Changeover, Visual Management…),
- The wastes at the interfaces with other business or project management.
In most cases, analysis of the sticking points leads to the identification of wastes of the second kind. They are addressed by the implementation of collaborative actions upstream with the interfaced project stakeholders, next to the project milestones.
These actions are obviously dependent on the type of industrial process under consideration and we can not draw up an exhaustive list or one applicable in all cases. However, we can describe their typical profile and list some recurring actions for processes not yet analysed. These wastes, related to the interfaces between various businesses, are resolved through a better involvement of the project stakeholders at the right time, thanks to the actions of Project Management:
- Involvement of all the project businesses (even partially) from the Project Launch, or even quotation, to harmonise schedules of the various businesses based on the REX, on methods-times, or even on the tasks sequencing of different processes where appropriate
- Early involvement of suppliers to ensure proper fit of sub-products with the final one (upstream validation and testing if needed, training of project teams on sub-product and its interfaces with the system)
- Appropriate daily reporting to the Project Management to be implemented in degraded mode phases
- Treatment of non-conformity with several levels of action (Description, Characterisation, REX + Management + Action), using management tools (RACI, Risk Matrix, Single List of Issues, Weekly follow-up meetings…) and dedicated teams at each level (Core Teams).
This type of action, combined with the use of traditional tools of Lean Manufacturing may allow reducing from a quarter to a third in lead-time, in industrial processes free from any analysis. However, this requires a real investment of the project management, supporting the approach and the participation of all the project stakeholders in the design and implementation of tools, really adapted to the situation.
Pagamon is a strategy and transformation consulting firm founded in 2013. We support major players in the industry, services and life sciences sectors in their search for balance. Helping them structure their strategic vision, transform their operational and/or digital model, and drive change. To support profitable, sustainable and responsible growth. As a committed player, Pagamon leads the Observatory of the Balanced Organization™, articulated around a “think tank” and an annual survey. In order to provide an innovative, sometimes offbeat, perspective on the strategic support of transformations to support the growth of companies.